




Reliable performance with gentle fluid transfer
Rotary lobe pumps are positive displacement pumps that utilize two synchronized lobes to move fluid. The lobes are propelled independently via their own shafts, ensuring they don’t touch each other or other components of the pump. This unique construction makes lobe pumps suitable for transferring dense and high viscosity media with fragile structures and low noise levels. Additionally lobe pumps are one of the most optimized pumps for energy efficiency while handling viscous liquids.
Working principle of rotary lobe pumps
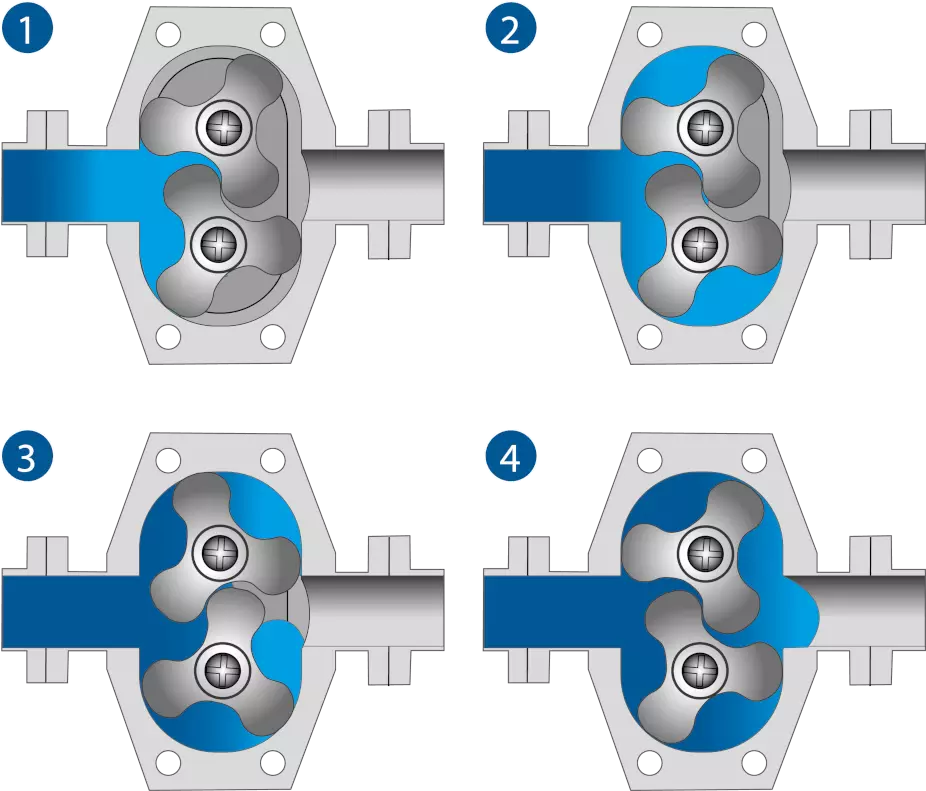
The working principle of rotary lobe pump is based on positive displacement of liquid from the suction area, by lobes rotating, to the outlet port. The lobes are mounted on parallel shafts, which are driven by external timing gears located in gear casing. The shafts are synchronized in such a way to avoid lobe contact, therefore rotors do not contact each other during operation.
As the rotors rotate, they increase the volume of the space between them, creating partial vacuum on the suction port side (fig. 1). This causes pumped material flow into the pump body. The pumped liquid is transported inside the pump's body (fig. 2 and fig. 3) to the discharge port of the pump (fig. 4). When the volume of the space between the lobes decreases, it causes an increase in pressure on the discharge side and consequently the liquid is pushed out of the pump body - fluid flows into discharge pipeline.
Hygienic rotary lobe pumps applications
Lobe pumps are one of the most common pumps used in hygienic processing industries such as food & beverage processing, cosmetics and pharmaceutical industries. Their gentle pumping action and superb sanitary qualities makes it a perfect choice for pumping viscous liquids such as honey, glucose-fructose syrup, food sauces, shampoo or cosmetic gels.
Unlike external gear pumps, lobe pumps handle liquid in a gentle manner, therefore they do not destroy delicate structure of liquids like yogurt or cream. Unlike other positive displacement pumps such as diaphragm or plunger pumps, lobe pumps generate steady fluid flow without pulsations. It makes them a right pump for confectionary lines applications.

Features & Benefits of Tapflo hygienic rotary lobe pumps
-
Hygienic design - easily cleaned and maintained
-
Bi-directional flow
-
Easy to disassemble and reassemble pump body and cover.
-
Versatile 4-way mounting of the external timing gears case which also allows vertical positioning of ports.
-
Efficiently handling viscous liquids.
-
Large fluid cavities allow pumping liquids with solids of significant size.
-
No cross-contamination of the product from lubricating oil due to unique gear case design.
-
Single and double mechanical seals execution.
-
Pump casing and rotors are manufactured of stainless steel AISI 316L which assures proper corrosion resistance.
-
Generates steady flow without pressure pulsations and vibrations.
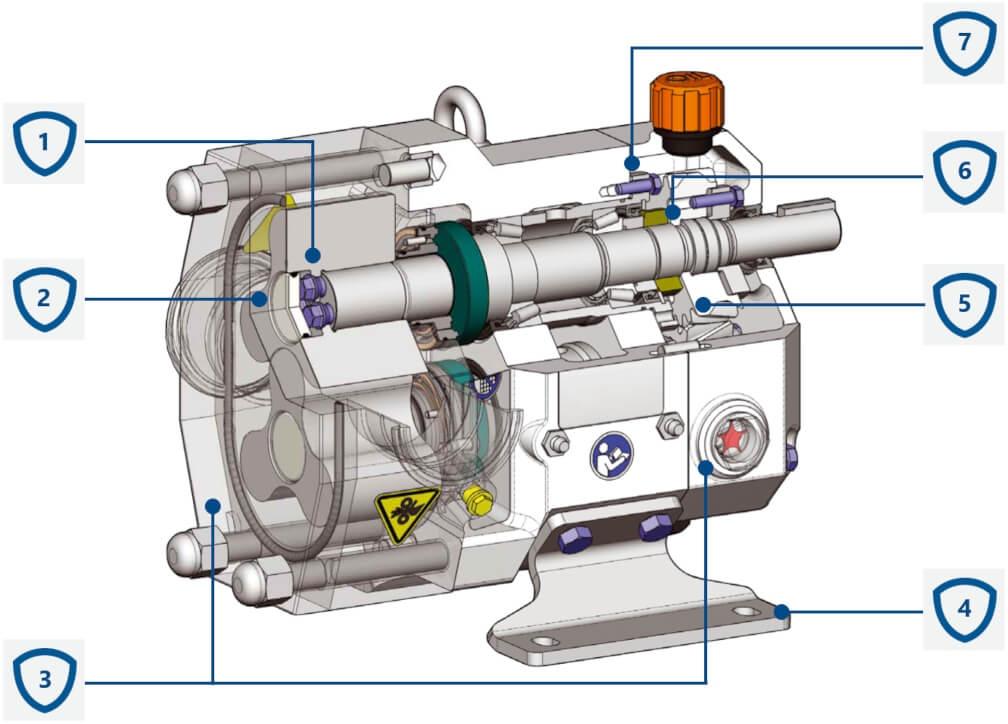
Tapflo hygienic rotary lobe pumps design
-
Unique mounting system - accurate rotor positioning and facilitated maintenance.
-
Rotor - rotor mounting tightly isolated from the medium and lobes made of stainless steel AISI 316L.
-
Optimised body design - flat cover for easy cleaning and sight glass for quick oil level reading.
-
Mounting feet - vertical and horizontal mounting options.
-
External timing gears - helicals gears ensure smooth power transmission.
-
Bearings - heavy-duty tapered roller bearings.
-
Simplified adjustment and synchronization - easy access to rotor clearance adjustment shims makes it easy to set and maintain rotor synchronization.
LPX Express system - fast delivery program from Tapflo
In modern world every customer expects as fast delivery as possible and we understand it.
All LPX Tapflo hygienic rotary lobe pumps are kept on stock in Poland, Europe. It allows us to prepare a bareshaft pump for shipment within 3 working days which is a great benefit for our customers.
However, most of LPX lobe pumps are supplied as complete pump units assembled with gearmotors on baseplate. We are aware that the gear motor could be a limiting component in terms of delivery time of complete pump unit. Therefore we decided to take a step ahead and provide our customers a standard pump units assembled with gearmotors also withing 3 working days.
We selected two most common speed values in the range of 150 to 350 rpm for each pump size and decided to keep such gear motors on our stock. If you would like to run your LPX lobe pump with different speed, this is not an issue at all, as we also have plenty of variable frequency inverters available also from our stock.
How to select a hygienic lobe pump
The basic parameters of selection of a lobe pump are the flow, which is the volume of pumped liquid in a certain amount of time and pressure generated by the pump to make liquid flow in the pipeline. Knowing the above parameters, it is necessary to determine what liquid the pump will transfer and its basic physicochemical properties, i.e. viscosity (liquid consistency), temperature and the presence of solid particles in the pumped liquid.
If you are interested in particular hygienic rotary lobe pump model offered by Tapflo, please check our LPX hygienic rotary lobe pump series here.
Feel free to contact our specialists, who will happily assist in selection proper hygienic rotary lobe pump to your application.